Наземное патрулирование

ДЛС-АВТО
Передвижной комплекс, оснащённый лазерным дистанционным детектором и бамперной прокачной системой повышенной чувствительности.
Высокая чувствительность и возможность дистанционного обнаружения, позволяют обследовать городские сети без непосредственного взаимодействия с инфраструктурой (открытие люков).
Высокая скорость обследования (до 60 км/ч) и возможность обнаружить утечку, «заглянув» в помещение сквозь стекло.
Фотографии реализованных проектов
-
 ДЛС-АВТО в Казахстане
ДЛС-АВТО в Казахстане -
 Установка на КАМАЗ
Установка на КАМАЗ -
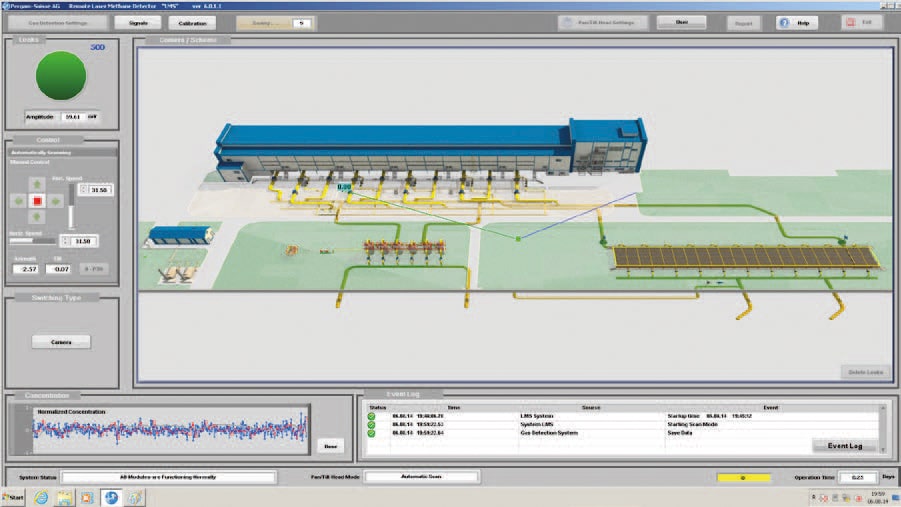
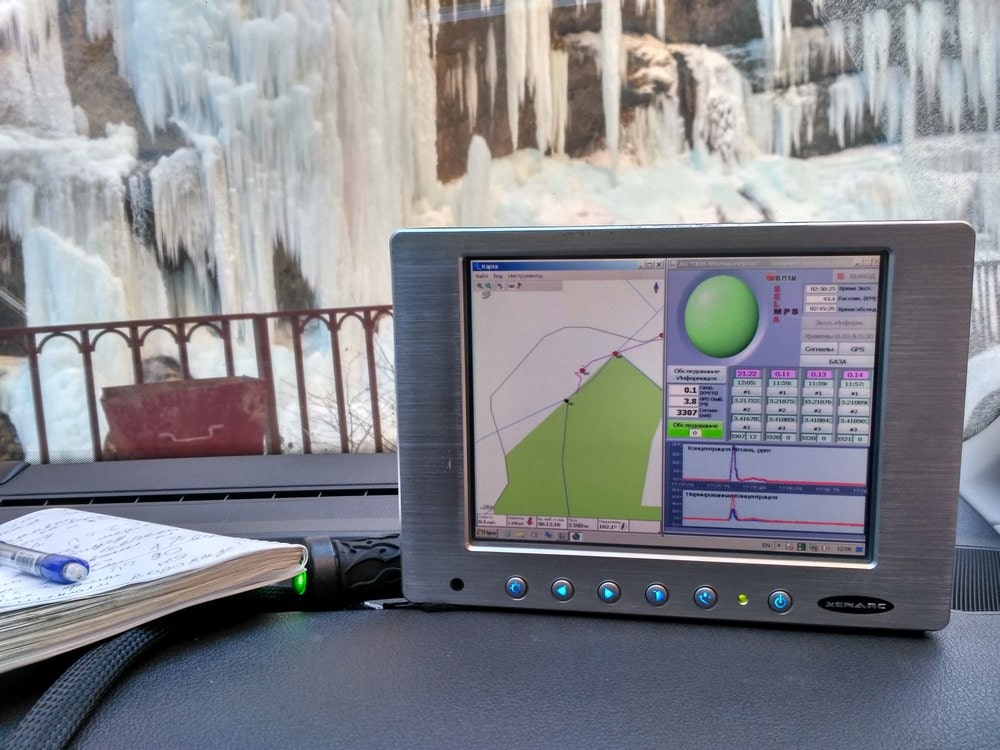
 Монитор оператора
Монитор оператора -
 Тест лаборатории в "Газпром трансгаз Уфа"
Тест лаборатории в "Газпром трансгаз Уфа" -
 Обследование МГ в Башкирии
Обследование МГ в Башкирии -
 Блоки системы пробозабора в кунге КАМАЗа
Блоки системы пробозабора в кунге КАМАЗа -
 Демонстрация в Газпром трансгаз Чайковский
Демонстрация в Газпром трансгаз Чайковский -
 Демонстрация в Газпром трансгаз Чайковский
Демонстрация в Газпром трансгаз Чайковский -
 Обследование по заказу "АО Сахатранснефтегаз" (Якутск)
Обследование по заказу "АО Сахатранснефтегаз" (Якутск) -
 Установка на Газель (Мособлгаз)
Установка на Газель (Мособлгаз)









Видео о ПЕГАЗ
Ручные приборы

Laser Methane Mini
Карманный дистанционный детектор каждого обходчика ЖКХ.
Оперативное реагирование на жалобы жителей о запахе газа.
Полный осмотр стандартного многоквартирного дома за 10-15 минут.
Возможность обнаружить утечку, «заглянув» в помещение сквозь стекло.






Тепловизоры
Портативный тепловизор для визуализации утечек природного газа.
Тепловизор — единственный прибор, который позволяет не только обнаружить утечку газа, но и увидеть её.








Мировой опыт
Технологии ПЕРГАМ на службе у зарубежных газовых компаний по всему миру.

Австралия
APA Group

Аргентина
TGS & TGN

Болгария
Bulgartransgaz

Германия
SPG Group

Индия
GAIL

Китай
Baotou Gas CompanyENN Energy Limited
ещё пять
Towngas
Shenyang Gas Company
Tianjin Gas
Xinjiang

Литва
Amber Grid

Новая Зеландия
Vector Limited

Пакистан
Sui Southern

Россия
Газпром
Сахатранснефтегаз


Сингапур
Singapore Petroleum Company

Турция
Botas

Чехия
Net4Gas

Швейцария
Ereca AG

Эстония
AS Eesti Gaas

Южная Корея
KOGAS Safety
KOGAS

Япония
Tokyo Gas Engineering

Контакты
- Телефон: +7 (495) 414-29-80
- Email: [email protected]
- Часы работы: пн-пт с 9:00 до 18:00
- Адрес: Россия, Москва, Электрозаводская улица, 27, стр. 8
Контакты
- Телефон: +7 (495) 369-37-29
- Email: [email protected]
- Часы работы: пн-пт с 9:00 до 18:00
- Адрес: Россия, Москва, Электрозаводская улица, 27, стр. 8